
什么是龟裂及白化craze crack)注塑缺陷?
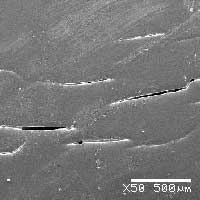
龟裂是塑料制品较常见的一种缺陷,产生的主要原因是由于应力变形所致。主要有残余应力、外部应力和外部环境所产生的应力变形。如图所示
龟裂及白化(craze crack)注塑缺陷分析及排除方法
1)件表面残余应力过大
残余应力过大是导致塑件表面龟裂的主要原因,在工艺操作中,应按照减少塑件残余应力的要求来设定工艺参数,特别是在熔料及模具温度较高,熔体流动性能较好的情况下,应尽量降低注射压力,在排除龟裂故障时可参照排除裂纹及破裂故障的方法。
如果塑件表面已经产生了龟裂,可以考虑采取退火的办法予以消除,退火处理是以低于塑件热变形温度5度左右的温度充分加热塑件1小时左右,然后将其缓慢冷却,最好是将产生龟裂的塑件成型后立即进行退火处理,这有利于完全消除龟裂。然而,在大批量生产中采取退火的方法消除龟裂,实现起来难度较大,一般不宜采用。
此外,由于龟裂的裂痕中留有残余应力,若将产生龟裂缺陷的塑件进行喷涂加工时,涂料中的熔剂很容易使裂痕处溶裂并发展成为裂纹,在这种情况下,应特别注意选用不会发生熔裂的涂料和稀释剂。
2)塑件表面受到集中外力的作用
外力作用是导致塑件表面产生白化的主要原因。多数情况下,产生白化的部位总是位于塑件的顶出部位。例如,塑件在脱模过程中,由于脱模不良,塑件表面承受的脱模力接近于树脂的弹性极限时,就会出现白化。
出现白化后,应降低注射压力,适当增大脱模斜度,特别是在加强筋和凸台附近应防止倒角。脱模机构的顶出装置要设置在塑件壁厚处或适当增加塑件顶出部位的厚度。
此外,应提高型腔表面的光洁度,减小脱模阴力,必要时可使用少量脱模剂。